Harness
the power
of vision.

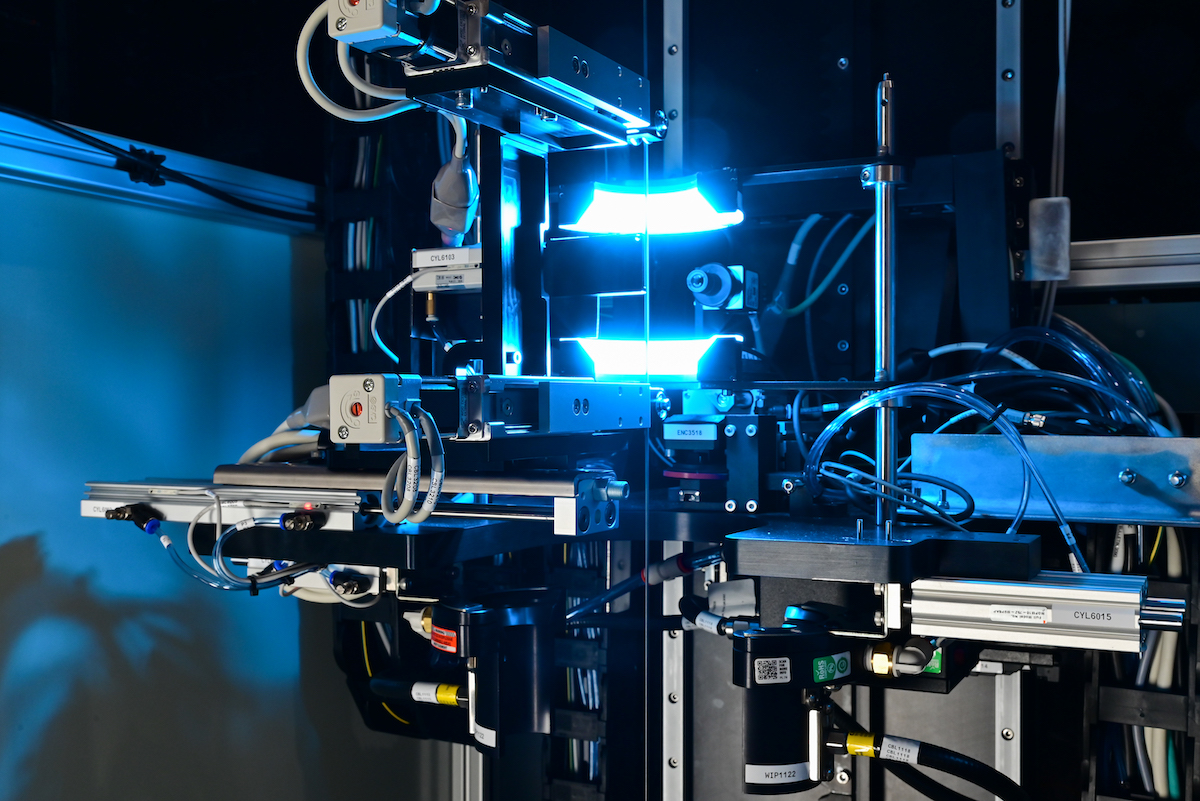


Machine vision technology allows machines to “see” and interpret images using leading technology, AI-powered image processing algorithms, and pattern recognition techniques – so they can make decisions and perform tasks to optimize production processes, improve quality, and reduce cycle times.

We are proud to be a Cognex system integrator—bringing expertise to every machine vision solution we deliver.
Our Machine Vision Capabilities
With over 30 years of industrial machine vision experience, Catalyx brings together the right mix of technology and people to solve the unsolvable.


200%
58%
<5 min.
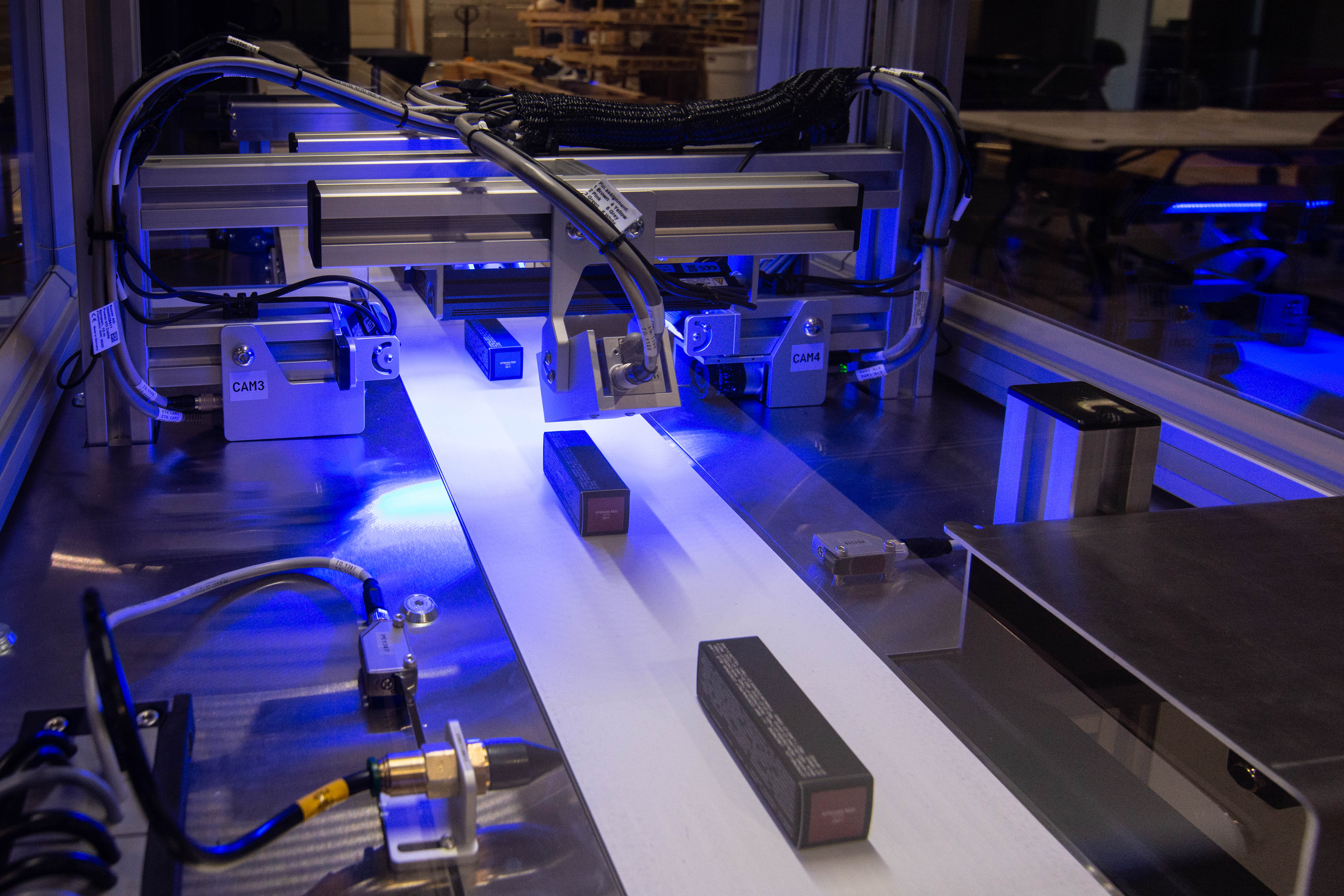
Machine Vision in Action
A custom-built visual inspection machine for catheters transformed a medical device company’s inspection process, resulting in significant improvements in product quality, operational efficiency, and regulatory compliance.
Our people bring your machine vision project to life
Catalyx collaborates closely with your organization to understand your unique challenges – so we can solve them with a machine vision system that works best for you. Our team is not only up-to-speed with the latest technology but also experienced with applying it to solve problems, helping you exceed production KPIs.
Professional & managed services:
- Functional service provider (FSP)
- Embedded engineers

